

It is extremely difficult to have information ‘on hand’ in time to enable one to make the right decisions. Sophisticated management techniques require a complete re-think of apparel production management policies which are becoming more and more vital in today’s extremely competitive world. Accurate Information is required as early as possible to help in managing the shop floor variables to improve the service to customers and also better quality and productivity whilst reducing lost time and cost which RFID does instantly. Roger Thomas, Managing Director, Methods Workshop Apparel Consultancy India tells how to make RFID installation a success.
The garment industry is slowly moving towards the use of RFID. It is not a new development and has been happening for quite some years; however, it is relatively new to India and has been normally bought by larger companies. But with costs coming down, it has become more affordable and smaller companies should certainly consider using it.

Bar-code based solutions for bundle tracking in sewing floor exists for many years and have now been replaced with RFID systems taking into account the conditions that prevail in the industry in this part of the world. There are many advantages when using RFID which this article will relate to. A major one is that data is available at the point of transaction, i.e. “which operator is doing what job” on the factory floor. RFID systems makes available all operational details instantly, so that all concerned can see exactly what is happening at any time during the day, and the history of what has previously happened. This information plays a major role in satisfying customer’s needs and making the industry more efficient.
Working of the System
The system works from the cutting room, but before the order is broken into bundles and if work has to go out to be embroidered or printed then this process has to be completed first. Once this is done, the lay is divided into bundles; this is a simple process done by all companies who work the bundle system. If for example we use a bundle of 10 pieces and have a lay of 100 plies then the work is divided into 10 bundles. The “Tag” is the controller of the system, which has to be “initiated” once a list of bundles has been prepared. This is done by merely passing each tag across the front of the terminal, a “Tag number” appears on the screen, the tag has now been initiated and will respond to the “tagging process” throughout all of the operations required to produce the bundle. One would continue to scan tags until the last bundle has been completed, and once all of the tags have been initiated they are then attached to the bundle.
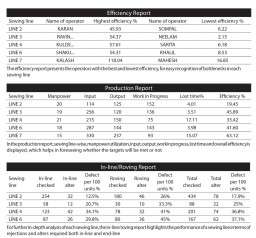
As the garments progress through the various operations on the line, they are scanned by the operator, this process must be done once the bundle has been completed. Each operator has a “Terminal” attached to their machine against which the “Tag” is scanned. The Terminal has to have the operation which is being done on the machine assigned to it so that when the operator scans the tag the information is passed from the Terminal to the host computer. The computer will use the information from the tag to update the database and a whole host of information is stored ready to be accessed for the use of operators, supervisors and managers. It is the use of this information that the real power of RFID is realized.The power is the ready access of what is happening by all of the people working on the system and the following information is constantly produced during the working period:
1. Operation sequence 2. Bundle list 3. Efficiency by operator, line, division and factory 4. Earnings 5. Lost time 6. Roving quality repairs 7. End-line and in-line quality 8. WIP 9. Output 10. Profit and loss of each line 11. Attended time 12. Absenteeism 13. Style tracking 14. Bundle status 15. Un-scanned tags
All of this is live and accessible for a chosen period and the vast amount of this information is constantly available on the terminal or the operator and on the LCD screen for discussion with the responsible supervisor/manager.
Training on the System
The secret of success is getting everyone involved, and that’s what is most difficult. We first had to train the people who would be involved, this included work study staff, supervisors and the operators who use the system; all of these people were shown what to do and how the training would make things work better. Work study people were trained in all aspects of the system, how each of the processes and the sequence in which the work should be done should be set up, how operations are assigned and what is required to run the terminals. Supervisors were trained on terminal functions and reports and the operators were shown how to scan the tags, mark their attendance on the terminal, and how to book lost time; so all of the basic work was shown in detail to all concerned. This was a 3-day module where we trained people on the following skills:
1. Style and order entry 2. Creation of operation database 3. Generate operation sequence 4. Personal entries – details of every operator is entered into the system 5. Enter lay details 6. Tag initialization 7. Assign operations to the terminal 8. Lost time recording 9. Quality recording 10. Reporting structure
Initial problems of RFID Installation
One should be aware about the following common problems which occur during the initial implementation stage due to change of method of operation:
• Operators initially forget to scan their tag on the completion of sewing their operation. This was solved by producing a list of “Un-scanned Tags” which provides management with the names of those operators who forgot to scan their tags. Also in the future this is more secured by the implementation of an incentive scheme which will only pay for scanned tags, thus the operators will not forget to scan their tags.
• Supervisors not allocating the operation to the terminal properly. This was an initial problem since the operation that the operator has to do is entered into the terminal. Any wrong operation recorded at this point will seriously affect how the system runs. This has been eliminated now as the supervisors became more experienced with the terminals.
• Terminals going slow.
• Operators given the wrong operation number, (entered into the system by mistake). The tag will not scan properly since it was already scanned by someone else.
• Teaching the roving quality, the correct procedure to record the number of repairs when they do the roving function. This of course was the result of having a completely new system in operation; it takes time to get everyone confident.
• Operators forgetting to scan their operator cards correctly on starting and during the lunch time break.
• Operators punching the tag before doing the work.
• Tag initialization problems at the beginning.
Integrated Quality Check
Since the system comprehensively covers quality at all levels, i.e. Roving, In-line and End-line, the entire staff was trained on how to record faults in the terminal. The terminal has a unique feature of converting itself into a quality terminal as soon as we scan the employee ID tag of quality personnel, it gets ready to record the faults, and every time a repair is recorded the system registers the following information in the database:
• Bundle on which the repair is found. • How many repairs are found in that bundle? • What is the reason of repair (we have developed a comprehensive list of repair codes)? • Who caused that repair? • Who found that repair? • Quality reports analyzing the recorded data.
All of the above was taught to the quality staff and company was able to monitor their quality LIVE, not only the quality was monitored but also it monitors the efficiency of quality checkers since we can find how many pieces are checked by each quality checker.
Return on Investment
Of course many complaints about the ROI of such a system are constantly being raised, I believe that these are false; the payback is certainly viable based on productivity improvements. As an example, we should assume a 15% improvement in productivity will take place once the system has been implemented. Based on a company with 500 operators, the following situation comes into effect:
Assume that the factory produces 10 pieces per operator per day, and then an improvement of 15% will add 750 (500x10x15/100=750) additional pieces produced daily. Now assuming that each added piece will generate US $ 1 as extra income, the additional production of 750 pieces will generate an added income of US $ 750 per day, i.e. US $ 19,500 per month, with 26 working days.
The payback with an additional 15% productivity improvement is just 7 months. Of course the additional 15% will not be achieved overnight, so let us assume that the improvement takes a year to achieve any major investment that pays for itself under 2 years is good for the company, and this will pay for itself in less than a year! Even with an improvement of 8%, the system will pay for itself in less than 22 months! So it is apparent that the system is an extremely good investment!
They will achieve greater productivity, better management controls, and better managers, superior quality and better deliveries by using this tool. Poor performing operators will be helped to achieve better productivity, repair rates will drop significantly and the service to the customer will be greatly improved through better working methods. The bundle system produces many of the potential improvements but it costs money to run (Bar-code tickets and the people who have to scan the tickets). However, RFID will cost you the Annual Maintenance Contract but very little else, and will pay for itself very quickly.
Leave a Reply